玻璃珠生产厂家讲解喷砂工艺及应用知识
跟踪金属工程的工程师都应该看过阳极氧化产品,在阳极氧化之前,金属表面都要喷砂。事实上,喷砂的应用范围很广,前几年的喷砂工艺基本上还处于保密状态,这几天随着技术的进步,逐渐放开了,本文介绍一下喷砂工艺及其应用;
什么是喷砂加工?
该喷砂工艺是利用压缩空气动力,将喷砂研磨陶瓷砂、铁砂等喷射到需要处理的金属表面,使其表面发生一定变化。在此冲击作用下,使金属表面产生不同的粗糙度和清洁度,使金属的性能发生变化,从而提高金属工件的抗疲劳能力、附着强度,延长耐久性,有利于金属流平和装饰效果。
第二,喷砂的效果。
提高了零件与涂层之间的粘结力,延长了涂层的耐用性,并有利于流平和涂装。
铸锻表面及热处理后工件的清洗和抛光。
机械加工件的毛刺清理及表面美化。
提高零件的力学性能,提高零件的润滑性能。
5.消除应力和表面强化使工件抗疲劳性能提高。
六、装饰作用。
第三,喷砂的优点。
1.喷砂处理是最彻底、通用、快速和高效的清洁方法。
二、喷砂处理可在不同粗糙度之间任意选择,其他处理方法都无法做到这一点,手工打磨可使表面起毛但速度过慢,而化学溶剂的清理则可使表面过于平滑不利于涂层粘接。
3.喷砂过程。
实际上喷砂流程比较简单,见下图;
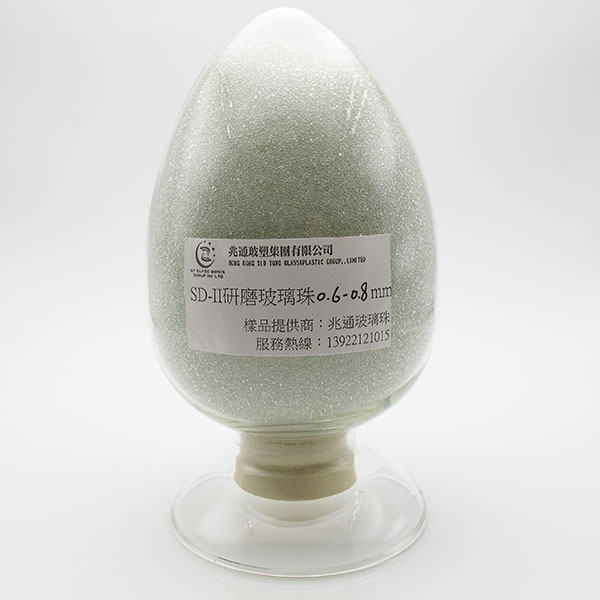
喷砂研磨常用材料。
磨具的表面粗糙度和清理速度主要取决于研磨材料的性质。尽管喷砂磨料的应用范围很广,从胡桃木壳、玻璃、矿渣,到各种金属颗粒、金属砂,甚至陶瓷砂、锆砂,但常用的喷砂类型如下:
一、冷铸铁砂或铁球(不锈钢)
二、碎矿渣。
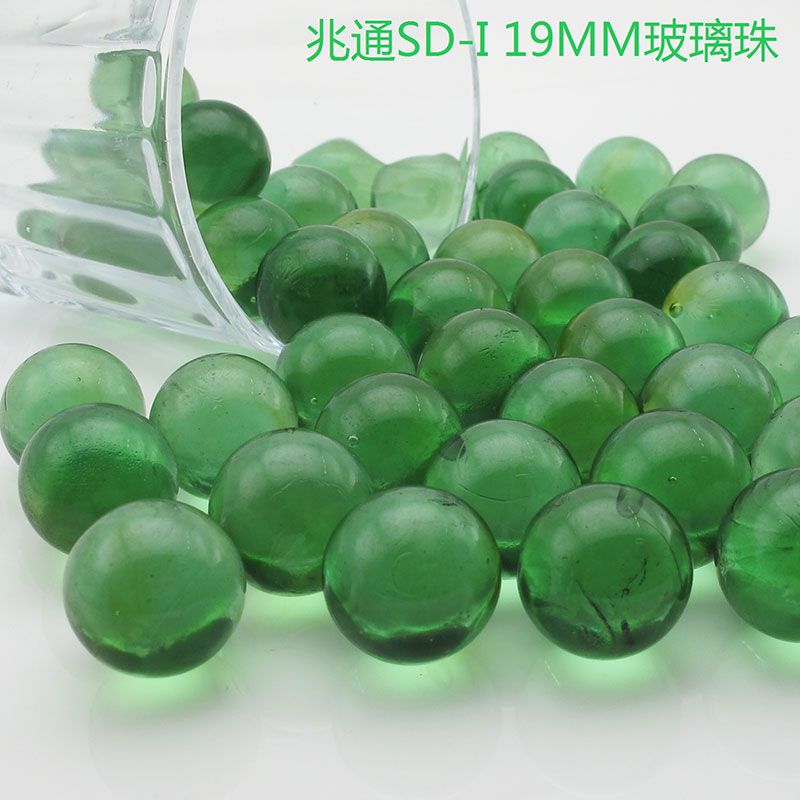
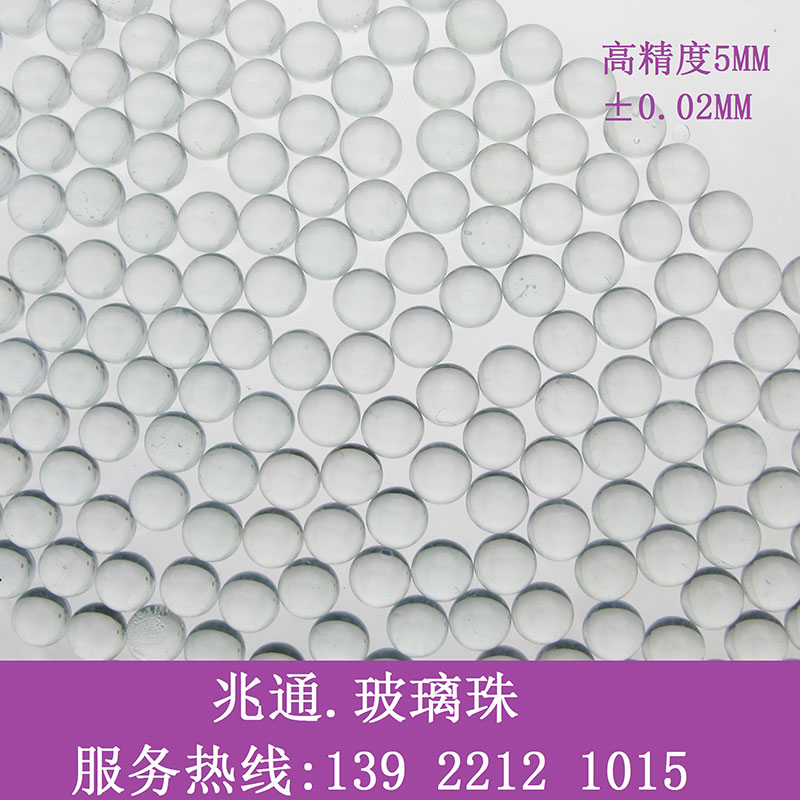
3.天然矿砂(钻石玻璃珠)
4.陶瓷砂(铝砂和硅砂)
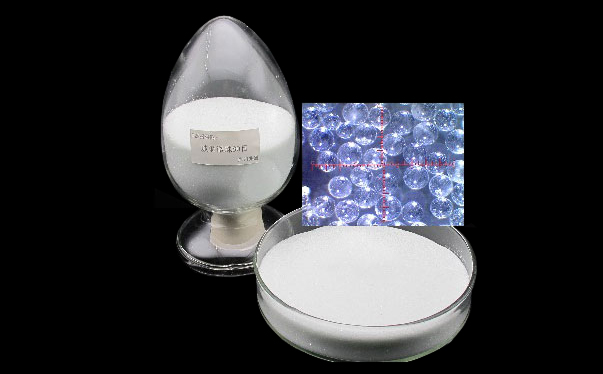
移动电话工业中常用的有玻璃砂和陶瓷砂(锆砂),表面效果如下:
4。主要喷砂参数。
磨料类型、磨料粒度、磨料液浓度、喷射距离、喷砂角度、喷砂时间、压缩空气压力等影响喷砂加工的主要参数。
取得表象效果的四要素:
压气机对喷射流的加速效应(调整喷砂压强)P。
磨料种类(S)
喷枪距离(H)
角(θ)
调整压力大小对表面形貌结果的影响。
当S,H,θ三个量都确定后,P值越大,喷流速度越快,喷砂效率也越高,被加工零件的表面越粗糙,相反地,表面则由相对平滑变为平滑。

喷射距离、喷射角度的变化对喷射结果的影响。
这是手工喷砂工艺的关键,喷枪距工件一般在50~150mm之间,喷枪距工件越小,工件表面越光滑,喷枪距工件越小。随着喷枪与工件夹角的减小,喷射流效率也随之降低,工件表面更加光滑。
三、研磨材料类型对表面效果的影响。
磨料按粒状分为球形、菱形两种,喷砂时常用的金刚砂(白刚玉、棕刚玉)为菱形磨料。玻璃球是球形的磨料。设置P、H、θ和三值点后,球形喷砂获得的表面结果比较平滑,菱形喷砂得到的表面比较粗糙,但同类型的磨料有粗、细之分,国内按筛网个数来划分磨料的粗、细,一般称之为多少号,号数越大,粒度越小,设置P、H、θ和三值点后,同一类型磨料的粗、细程度越高,得到的表面结果比较平滑。
喷砂技术的适用范围。
一、前处理:所有覆盖加工前喷砂处理,电镀、喷漆、喷涂,表面完全干净,同时大大提高覆盖层的附着力和防腐蚀能力。
2.清理:铸件、冲压、焊接、热处理等金属工件去氧化皮、残留物、污垢;非金属制品表面清理,陶瓷胚件表面黑斑清除,漆纹图案去除等。
三、旧件整修:对汽车、摩托车、机电设备等所有活动部件进行整修清洁。降低了疲劳应力,延长了使用寿命。
四、光饰:清除所有金属及非金属制品(塑胶、水晶、玻璃等)的表面痕迹,亚光雾面处理,使产品表面光洁亮丽。
五、模具加工:模具表面氩气雾面处理,图文制作,以及模具清洁,不伤模具表面,保证模具精度。
六、毛刺处理:机加工工件除去细小毛刺,消除注塑工件溢胶毛边。
7.不良品翻新:去除产品的不良覆盖层,表面的不良着色和印字。
8.强化:提高金属件的表面硬度,消除飞机刀片、弹簧、加工刀具和武器等表面应力。
9.腐蚀和防滑加工:金属、非金属制品表面的腐蚀图案、文字和防滑处理,如:大理石、手柄防滑、印章、碑刻等。
十、牛仔服处理:牛仔服磨砂,发白,除毛效果达到。