产品信息
产品名称: 玻璃珠
型 号: 1号
目 数: 280目
粒 径: 0.045-0.063MM
比 重: 2.45g/cm
假 比 重 : 1.5g/cm
显微硬度: ≥635kg/mm
折 射 率 : ≥1.52ND
成 圆 率 : ≥90%
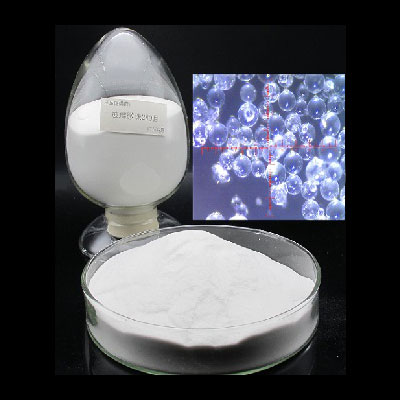
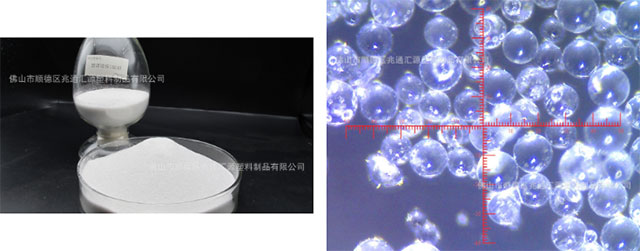
图中有显微放大读数,表面看是白色粉末状,40倍放大显现透明玻璃珠形状。色泽判断质量,越白越优质。反之,越暗喷砂出来的产品也越暗。
产品实拍图

产品细节图


喷砂玻璃珠
本产品以压缩空气为隐射动力。将玻璃微珠高速、高压、喷射到工件表面进行喷丸、光饰加工。
1、冲锻、段压、玻璃、橡胶塑料、金属铸造、挤压等各种摸具的清理。
2、可消除拉应力、增加疲劳寿命和提高抗应力腐蚀能力。如:飞机发动机涡轮、叶片、轴、起落架、各种弹簧、齿轮液压件等。
3、电路版块,塑封对管上锡前的清理及去除废边毛刺。
4、去除活塞、气缸内的堵塞物。为医疗机械工具和汽车零部件提供明亮半无光泽表面。
5、电动机、大修时的线圈、电刷转子等零部件的清理。
6、各种金属管、有色金属精密铸造的清理及去毛刺。纺织机械零部件的喷丸强化和光饰加工。
| 型号 | 目数 | 粒径 μm |
| 30# | 20-30 | 850-600 |
| 40# | 30-40 | 600-425 |
| 60# | 40-50 | 425-300 |
| 80# | 50-80 | 300-180 |
| 100# | 70-140 | 212-106 |
| 120# | 100-140 | 150-106 |
| 150# | 100-200 | 150-75 |
| 180# | 140-200 | 106-75 |
| 220# | 140-270 | 106-53 |
| 280# | 200-325 | 75-45 |
一、喷砂玻璃微珠产品用途
1、不锈钢制品的表面亚光处理
2、用于各种模具的清理
3、可清除各类机件拉应力,增加疲劳寿命
4、半导体器件、塑封对管上锡前的清理去除边刺
5、医疗器械、纺织机械及各类五金制品的喷丸强化光饰加工
6、各种金属管、有色金属精密铸件的清理及去除毛刺残渣
二、喷砂玻璃微珠产品特性
1、软硬兼备-采用优质材料生产而成,即有一定的机械强度,sio2 含量大于等于68﹪,硬度可达6-7莫氏,又有足够的弹性,可反复使用数次,不易破碎,所喷器件效果相同,比普通玻璃珠的使用寿命长3倍以上。
2、均匀度好-成圆率大于等于80﹪,粒度均匀,喷后使喷砂器件各处亮度系数保持均匀,不易留下水印。
3、不可替代-喷丸玻璃珠作为一种研磨材料比其他任何研磨材质具有以下优越性:除了金属研磨材料外,比其他任何介质使用时间长,用非碱性钠钙玻璃材料制成,具有良好的化学稳定性,不会污染加工的金属 ,可加速清理,同时保持原物件的加工精度4、光滑无杂质-外观为球状颗粒,无杂质;表面光滑,具有良好的光洁度,达到国际、国内标准水平
三、喷砂玻璃微珠产品技术指标
1、化学成份:SiO2 >67%,CaO>8.0% MgO>2.5% Na2O0.15其他2.0%
2、比重:2.4-2.6克/立方厘米 堆积密度:1.5克/立方厘米 莫氏硬度:6-7莫氏 洛氏硬度:48-52 HRC 外观:光洁、圆整、玻璃透明无杂质 成圆率:≥85%以上
3、磁性粒子不超过产品重量的0.1%4、玻璃珠珠体内气泡含量低于10%5、不含有任何硅树脂类成份
小编,最近整理了关于喷砂喷丸类玻璃珠在表面处理中的使用优点和不可替代的优势,以供表面处理行业的客户参考使用,助力玻璃珠在使用中的发挥更大的作用。
耗材产品:玻璃珠 (一种由废旧平板玻璃再制造生产的喷砂耗材。)目前市场喷砂玻璃珠通用标准最大直径850μm,最小至0μm。根据常用特定区间粒度划分为20号30号40号60号80号100号120号150号180号220号320号,并可根据不同要求分级配比。
耗材使用:在不同零部件表面处理喷砂喷丸过程中,在磨料的选择上,玻璃珠常应用于各类不锈钢制品的亚光处理,各种模具的清理,各类机件拉应力的清除,各类五金制品的喷丸强化和光饰加工,各类有色金属管件及精密铸件的表面处理,去除毛刺,去除氧化物,去残各类机件里外除锈,磨光去粗,清除应力,等各种配件及零部件的表面处理。
耗材优势:在各类喷砂喷丸表面处理耗材中,玻璃珠与钢丸及不锈钢丸相比,粒径可做到小于0.15mm,钢丸及不锈钢丸广泛应用于金属抛丸及一些较大机件的的表面处理中。玻璃珠相比则更适用于精密铸件及有色金属器件中。在精密铸件及有色金属器件中钢丸则会是零部件变形并留下痕迹以及消除应力过度。玻璃珠则可以生产至小于0.05mm,恰当的粒度型号与零部件接触面积较小,不易损伤部件表面,消除应力相比更加均匀,亚光处理效果更好。但玻璃珠喷较大的钢铁铸件则“力不从心”。
喷砂玻璃珠与菱角玻璃砂、金刚砂、石英砂等带菱角的耗材相比,也有不可互相代替的优势。由于菱角耗材一般不规则或带有有棱角,无论粒度大小,基本都对所喷工件有一定损伤,在显微镜下会显现出一些痕迹,容易造成表面污染腐蚀,难以实现长期效果。玻璃珠则在喷丸净化后,在工器件表面很少留下痕迹,具有长期不变的效果。
耗材其它:关于玻璃珠不耐用的使用问题,喷砂玻璃珠根据生产工艺区分为天然气玻璃珠和焦化气玻璃珠,在使用效率上焦化气玻璃珠一般可循环使用1-2次而天然气玻璃珠根据实际应用一般可循环3-4次。此外风机压力以及与其它耗材的配比也都部分影响着耐用程度。玻璃珠的处理效果上天然气玻璃珠也同样优于焦化气玻璃,在客户的实际使用中便可以明显对比出来。所以也因此玻璃珠的实际技术使用支持也变得尤为重要。关于玻璃珠的可再生优势,由废旧平板玻璃再制造生产而成的玻璃珠,也同时相比其它矿石类耗材具有长期持续发展的优势,以及成本优势。
四、喷砂玻璃珠工艺有哪些?
喷砂玻璃珠是广泛用于清理或金属表面强化处理等工艺的一种独特特性的磨料,主要用于喷砂设备。玻璃珠是从高品质的碎玻璃压碎分选制成的。制造中,碎玻璃要熔成球状再退火以消除内应力和防止破损。这种透明,清晰的球状结构产品在使用时不会有粒子嵌入工件,污染工件或产生其它损坏。使用不同尺寸的磨料和不同的操作参数,会在工件表面达到不同的光泽度。而选用喷丸玻璃珠在工件表面进行有选择局域覆盖控制性喷砂则可产生特别的装饰性效果。

玻璃珠的优良性能使其在对偏差有严格要求的工件进行清理或去毛刺时不会损伤工件表面,非常适合选用。而且,固有的强度使它能适合用于能循环磨料的设备。
玻璃珠还广泛用于对具有残余张力或处于周期性承压的工件表面进行处理,产生压应力层,达到表面强化目的。使用玻璃珠强化工件表面,可以减少表面侵蚀或表面疲劳等潜在危险。
五、喷砂玻璃珠怎么处理
喷砂是一种表面处理工艺,玻璃珠是喷砂介质,喷砂介质很多,不同的喷砂工艺对喷砂介质的选择十分重要。
喷砂是利用压缩空气带动磨料的高速运行,速度可达200m/s,这样高速的砂料击打在工件表面,可以清理不同工件的表面,发生除锈、去氧化皮、使表面产生粗糙度等效果。可以增强金属表面参与压应力,去除表层拉应力,提高抗疲劳作用。
也可以利用为修饰一些金属表面状况,例如玻璃、不锈钢、铝合金、服装等饰品的美化。
6、喷砂玻璃珠可以重复使用吗
严格来说,在喷砂压力不大的情况下,喷砂玻璃珠可以重复使用。因为压力不太时,玻璃珠破碎率较低。这样就可以重复使用。举个实际应用的例子,箱式喷砂机经常用玻璃珠来喷工件,其中的玻璃珠就是循环重复使用的
7、喷砂玻璃珠有毒吗?
玻璃珠的化学性质是堕性无毒的,在使用过程中不会残留铁性物质或其它有害物在工件表面,也不会给周围环境带来不利影响。